Em 2008, um surto de listeriose no Canadá, associado à empresa Maple Leaf Foods, resultou em dezenas de mortes e expôs falhas significativas nos sistemas de controle de alimentos. O caso levou a uma investigação independente e a uma das conclusões mais relevantes para o setor: investir em segurança dos alimentos não é apenas uma obrigação — é uma decisão com impacto direto na saúde pública, na reputação das empresas e nos resultados financeiros.
Passaram-se mais de 15 anos. Hoje temos mais conhecimento, mais normas, mais certificações, mais tecnologia e sistemas cada vez mais estruturados. Ainda assim, os números globais de doenças transmitidas por alimentos (DTA) continuam elevados — e, em muitos contextos, relativamente estáveis.
Isso nos leva a uma reflexão inevitável: se sabemos mais do que nunca sobre segurança dos alimentos, por que as DTA continuam a acontecer?
O quanto evoluímos — e evoluímos muito
Seria injusto dizer que nada mudou. A segurança dos alimentos evoluiu de forma consistente ao longo das últimas décadas.
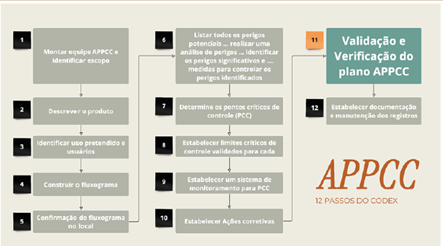
A implementação do APPCC (Análise de Perigos e Pontos Críticos de Controle) trouxe uma abordagem preventiva e estruturada. As certificações internacionais ajudaram a harmonizar práticas. A rastreabilidade tornou-se mais robusta. A digitalização permitiu maior controle e rapidez na tomada de decisão.
Além disso, temas como cultura de segurança dos alimentos começaram a ganhar espaço, reforçando que não basta ter sistemas, é preciso que eles sejam compreendidos e aplicados.
Ou seja, avançamos muito. Mas então, onde está o problema?
O problema não está no sistema — está na execução
Na maioria das empresas, os sistemas existem. Os procedimentos estão escritos. Os registros são preenchidos. As auditorias são realizadas.
Mas a grande questão é: isso está funcionando na operação?
Em muitos casos, a segurança dos alimentos é tratada como uma obrigação documental e não como uma prática operacional. Procedimentos são seguidos porque “é preciso”, não porque são compreendidos. Registros são preenchidos para cumprir auditorias, não necessariamente para controlar riscos.
Esse desvio entre o que está no papel e o que acontece na prática é um dos principais fatores que explicam por que as DTA continuam a acontecer.
O fator humano continua a ser determinante
Nenhum sistema funciona sem pessoas.
Pressão produtiva, falta de formação prática, rotatividade de colaboradores e ausência de acompanhamento no dia a dia comprometem a aplicação consistente dos controles definidos.
A cultura de segurança dos alimentos não se constrói com documentos — constrói-se com comportamento.
Como já discutido no artigo “Cultura de segurança dos alimentos: o elo invisível que protege a cadeia produtiva”, quando as equipes entendem o porquê das regras, a aplicação muda. Quando não entendem, o sistema passa a ser apenas mais uma tarefa.
E isso faz toda a diferença.
Sistemas cada vez mais complexos — resultados nem sempre melhores
Outro ponto que merece reflexão é a crescente complexidade dos sistemas.
Mais requisitos, mais indicadores, mais plataformas, mais controle.
Mas será que mais complexidade significa mais segurança?
Em alguns casos, o efeito pode ser o contrário. Sistemas demasiado complexos tornam-se difíceis de gerir, afastam as equipes do essencial e aumentam o risco de falhas operacionais.
A segurança dos alimentos precisa de rigor, mas também de clareza.
Uma cadeia alimentar cada vez mais exigente
Não podemos ignorar outro fator: a complexidade da própria cadeia alimentar.
Matérias-primas que vêm de diferentes países, múltiplos fornecedores, processos logísticos mais longos e exigências regulatórias cada vez maiores.
O risco está mais distribuído — e, por isso, mais difícil de controlar.
Mesmo sistemas bem estruturados podem falhar quando dependem de múltiplos pontos externos.
O que mudou entre 2008 e 2024 — e o que continua igual
Quando analisamos a evolução dos últimos anos, dois casos ajudam a enquadrar esta reflexão: o surto de listeriose no Canadá em 2008, associado à Maple Leaf Foods, e os eventos mais recentes nos Estados Unidos, em 2024, ligados à Boar’s Head.
À primeira vista, poderíamos assumir que houve uma evolução significativa. E houve. Hoje temos mais conhecimento sobre Listeria monocytogenes, melhores práticas de higienização, maior controle ambiental e sistemas de monitorização mais sofisticados.
No entanto, ao olhar para esta evolução, há um padrão que se repete:
- sinais iniciais desvalorizados
- falhas na interpretação de dados
- detecção tardia
- impacto elevado quando o problema se torna visível
Em 2008, no Canadá, o surto resultou em dezenas de mortes e levou a uma revisão profunda das práticas de segurança dos alimentos. Em 2024, nos Estados Unidos, voltamos a ver um cenário com impacto relevante, incluindo hospitalizações e mortes, associado a falhas que, em teoria, já deveriam estar controladas.
Ou seja, evoluímos em conhecimento e ferramentas — mas isso não eliminou a ocorrência de eventos críticos.
O impacto que vai muito além da segurança dos alimentos
Outro ponto que merece atenção é o impacto econômico e humano associado às doenças transmitidas por alimentos.
Estima-se que, globalmente, as DTA representem um custo superior a 110 mil milhões de dólares por ano, considerando não apenas os sistemas de saúde, mas também a perda de produtividade e os impactos indiretos na economia.
Nos Estados Unidos, os números são claros:
- cerca de 48 milhões de pessoas afetadas anualmente
- mais de 120 mil hospitalizações
- milhares de mortes
Para além do impacto humano, há também consequências diretas para as empresas:
- recalls
- encerramento de unidades
- processos legais
- perda de confiança do consumidor
No caso canadense, o surto de 2008 levou a mudanças estruturais no setor. Já nos Estados Unidos, eventos recentes mostram que, mesmo em mercados altamente regulados, o risco continua presente — e com consequências reais.
Evoluímos — mas não o suficiente onde mais importa
Ao cruzar estes dois pontos — evolução técnica e impacto real — surge uma conclusão importante.
A segurança dos alimentos evoluiu, mas essa evolução nem sempre se traduz numa redução proporcional dos incidentes ou dos seus impactos. E isso reforça uma ideia central: o desafio não está apenas em desenvolver melhores sistemas, mas em garantir que esses sistemas funcionam de forma consistente, no dia a dia.
Investir em segurança dos alimentos traz retorno
O caso do Canadá deixou uma mensagem clara: investir em segurança dos alimentos traz retorno. Evita perdas, protege a marca e, acima de tudo, salva vidas, mas esse investimento só é eficaz quando sai do papel.
A segurança dos alimentos não falha por falta de normas, certificações ou tecnologia. Falha quando os sistemas deixam de ser compreendidos, aplicados e vividos no dia a dia das operações.
Mais do que acrescentar novos requisitos, talvez o maior desafio hoje seja garantir que o que já existe funciona de forma simples, consistente e eficaz.
Porque, no final, não é o sistema que garante a segurança dos alimentos — são as pessoas que o aplicam.
4 min leituraEm 2008, um surto de listeriose no Canadá, associado à empresa Maple Leaf Foods, resultou em dezenas de mortes e expôs falhas significativas nos sistemas de controle de alimentos. O […]