As Escherichia coli são microrganismos normais do trato intestinal de diversos animais de sangue quente, incluindo o homem, passando despercebidas na maior parte das vezes, ou até mesmo exercendo um efeito benéfico, por suprimir competitivamente a multiplicação de bactérias prejudiciais e sintetizando vitaminas como K e B.
Porém, entre as cepas de E.coli, há um grupo chamado genericamente de E.coli enteropatogênicas capaz de provocar doenças. Estas bactérias podem se comportar como serial killers microbianos, como os grupos:
- E. coli enteropatogênicas (EPEC),
- E. coli enterotoxigênicas (ETEC),
- E. coli enteroagregativa (EAEC),
- E. coli enteroinvasivas (EIEC) e
- E. coli enterohemorrágicas (EHEC).
O citado grupo EHEC tem mais de 100 sorotipos que produzem toxinas, entretanto apenas uma pequena quantidade de sorotipos está ligada à doença humana, entre os quais, o sorotipo O157:H7 predomina, sendo o mais frequentemente associado a surtos de colite hemorrágica e síndrome urêmica hemolítica (HUS).
Características da E.coli O157:H7::
| Coloração Gram | Gram-negativas; células têm a forma de bastonetes (bacilos) e apresentam flagelos. |
| Temperatura | Crescem entre 8 a 44ºC, com temperatura ótima de 37ºC. |
| pH | O efeito dependerá do tipo de ácido presente: consegue crescer a pH 4,5 ajustado com ácido clorídrico, mas não consegue quando ajustado com ácido láctico. |
| Atividade de água | O limite mínimo de Aw que permite o crescimento é 0,95. |
| Cloreto de sódio | O crescimento ocorre em meios com concentrações de NaCl de 6,5%, mas 8,5% são inibitórias. |
| Relação com o oxigênio | Anaeróbia facultativa, portanto cresce em presença ou na ausência de oxigênio. |
Patogenicidade da Escherichia coli O157:H7
Entre os fatores que levam à patogenicidade, inclui-se a produção de importantes citotoxinas, denominadas de toxinas da Shiga (Stx 1 e Stx 2), similares à toxina produzida pela bactéria Shigella dysenteriae tipo I, de onde surgem as produtoras de verotoxina (VTEC).
Escherichia coli O157:H7 é a VTEC mais comum, no entanto sorotipos não O157 VTEC, particularmente O26, O45, O91, O103, O111, O113, O121, O128 e O145, também podem causar doenças entero-hemorrágicas.
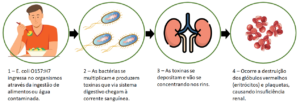
A infecção por VTEC tipicamente começa de forma aguda com cólicas abdominais severas e diarreia aquosa que podem se tornar muito sanguinolentas em 24 horas, podendo, em alguns casos, ser inteiramente de sangue e sem fezes, o que deu origem ao termo colite hemorrágica.
Sintomas de febre geralmente são raros. Ocasionalmente pode ocorrer febre baixa, ou menos frequentemente, atingir 39°C, enquanto a diarreia pode durar de 1 a 8 dias.
Infecção por Escherichia coli O157:H7 pode ocorrer em pessoas de todas as idades, embora a infecção grave seja observada com maior frequência em crianças, idosos e imunossuprimidos.
Em cerca de 2 a 7% dos casos, as infecções podem se tornar mais graves, ocorrendo um quadro de síndrome urêmica hemolítica (HUS), que tipicamente se desenvolve na 2ª semana da doença, situação em que ocorre destruição de eritrócitos e falha aguda dos rins, levando à necessidade de diálise, transplante dos rins ou morte.
A dose infectante ainda não é exatamente conhecida, mas estudos indicam encontrar-se na faixa de 10 células por grama ou por mililitro do alimento consumido.
Investigações demonstraram que o trato intestinal de ruminantes, particularmente bovinos, caprinos e ovinos, parece ser o principal reservatório das cepas entero-hemorrágicas de Escherichia coli O157:H7, pois nesse tipo de animais a incidência em fezes varia de 0 a 10%.
Justamente por isso, a carne bovina moída e derivados como hambúrguer, almôndegas e salsichas tipo hot dog, de maneira especial, têm sido um importante agente de surtos. Entretanto, existem diversos casos de contaminação cruzada onde o esterco bovino carreia o patógeno para o leite cru, hortaliças, legumes e frutas.
Exemplos históricos de surtos associados com a E. coli O157:H7
- 1991 – 23 pessoas nos EUA tiveram sintomas após o consumo de cidra de maçã não pasteurizada, cujas investigações levaram ao entendimento de que a cidra foi produzida com maçãs recolhidas do chão, podendo, portanto, estarem contaminadas com esterco bovino;
- 1993 – Ocorreu o famoso caso do Jack in The Box que colocou definitivamente a Escherichia coli O157:H7 no Hall da Fama dos patógenos: um surto envolvendo mais de 700 pessoas atingiu 4 Estados norte-americanos, com 51 casos de HUS e 4 mortes, provocado pelo consumo de hambúrgueres malcozidos, chamando a atenção para a carne como fonte potencial;
- 1993 – Um surto no Oregon, EUA, provocado pelo consumo de melões e outros itens da mesa de saladas de um restaurante, aparentemente atingidos por contaminação cruzada através de produtos cárneos manipulados na cozinha;
- 1995 – 92 pessoas foram atingidas por um surto em Montana, EUA, provocado pelo consumo de alface contaminada com água de irrigação;
- 1996 – Ocorreram 2 novos surtos nos EUA, provocados pelo consumo de suco de maçã não pasteurizado. No 1° caso, pelo menos 70 pessoas espalhadas por vários estados do oeste ficaram doentes, resultando em 3 casos de HUS e 1 morte. Já o 2° surto atingiu 45 pessoas dos estados da Califórnia, Colorado, Columbia Britânica e Washington, com 12 casos de HUS, mas felizmente sem nenhuma morte;
- 1996 – Ocorreram 4 surtos em escolas primárias do Japão, envolvendo o consumo de saladas. O mais grave ocorreu na cidade de Sakai, com mais de 5500 pessoas atingidas pelo consumo de broto de rabanete, com 3 mortes registradas. Os demais ocorreram nas cidades de Gifu, com 379 pessoas atingidas pelo consumo de salada; na cidade de Morioka, com 47 atingidos pelo consumo de salada e frutos do mar e em Obihiro, com 157 atingidos também pelo consumo de salada;
- 1997 – Ocorreram mais 2 surtos nos EUA, provocados pelo consumo de broto de alfafa, um no estado de Michigan, com 60 pessoas atingidas que resultaram em 2 casos de HUS e outro no Estado da Virginia, com 48 pessoas atingidas;
- 2000 – Novamente nos Estados Unidos, mais 58 pessoas foram atingidas por E.coli O157:H7, através do consumo de salada;
- 2006 – A contaminação se deu pelo consumo de espinafre orgânico in natura de uma fazenda na Califórnia, EUA. O problemas espalhou-se por outros 20 Estados e deixou pelo menos 1 óbito e quase 100 doentes;
- 2011 – Um surto atingiu mais de 3000 pessoas, a maioria na Alemanha onde houve 39 óbitos, mas depois se espalhou por outros 15 países, incluindo Suécia (que também teve 1 óbito), Dinamarca, Holanda e Reino Unido. No início desconfiou-se de pepinos provenientes da Espanha, mas depois as investigações concluíram que a fonte da contaminação foram brotos de soja produzidos na própria Alemanha em uma fazenda de cultivo orgânico;
- 2019 – No Brasil, entre 2009 até 2018, foram notificados 112 casos suspeitos de HUS. Destes, 59 foram confirmados, mas felizmente sem óbitos. Até que em 2019 numa creche em Vila Velha (ES), houve o 1° caso de morte de um menino de 2 anos devido à Escherichia coli O157:H7, além de outras 22 pessoas que apresentaram sintomas. Constatou-se que o chafariz da creche estava contaminado com coliformes totais, mas não se chegou exatamente à fonte da contaminação.
Vale ressaltar, após estes exemplos, que os EUA não são, provavelmente, o país com mais casos de Escherichia coli O157:H7, mas sim que seu sistema de notificações e rastreio de surtos de doenças de transmissão hídrica e alimentar (DTHA) é bastante eficiente e confiável na geração de dados.
Prevenção da Escherichia coli O157:H7
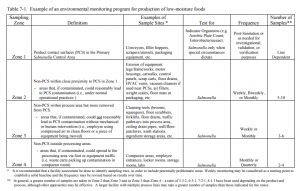
Por ser uma bactéria proveniente do trato intestinal, regras de higiene pessoal e boas práticas de fabricação (BPF) são essenciais, assim como, é claro, a aplicação de análise de perigos e pontos críticos de controle (HACCP) para identificar PCCs. Com isso, é possível exercer uma efetiva prevenção nas linhas de processamento de alimentos, sejam industriais ou em cozinhas. Contudo, de forma geral, algumas regras básicas são aplicáveis:
- Consumir apenas água potável e alimentos bem lavados com água também potável;
- Separar alimentos crus de cozidos durante o preparo e armazenamento;
- Lavar sempre muito bem as mãos antes de manipular alimentos, fazendo uso de um sanitizante;
- Lavar as mãos após ir ao banheiro, pegar em objetos estranhos ao trabalho, jogar fora lixo, cumprimentar outras pessoas;
- Não usar a mesma tábua para cortes de carne e vegetais, evitando assim a possibilidade de alguma contaminação cruzada;
- Usar leite esterilizado, pasteurizado ou fervê-lo antes do uso. Nada de tomar aquele leitinho fresquinho da roça que acabou de ser tirado sem antes fervê-lo, pois a mão do ordenhador ou a teta da vaca podem estar contaminadas com esterco bovino;
- Garantir o correto cozimento das carnes, fazendo com que seu interior receba calor suficiente. Esqueça a ideia de bife de hambúrguer malpassado, já um bife tartar é por sua conta e risco;
- Lavar muito bem legumes, frutas e verduras antes do consumo, utilizando um agente de desinfecção. Lembre-se de que produtos orgânicos são adubados muitas vezes com esterco bovino, portanto, precisam ser muito bem lavados.
Leia também:
- Ocorrência de E. coli 0157:H7 em vegetais e resistência aos agentes de desinfecção de verduras
- Ocorrência de E. coli O157:H7 em produtos cárneos e sensibilidade dos métodos de detecção
- Detecção de E. coli O157:H7 inoculada experimentalmente em amostras de leite cru por método convencional e PCR multiplex
- Coliformes Totais e Coliformes Termotolerantes: qual a diferença?
- Análise de E. coli em alimentos em menos de 1 hora
- Como as boas práticas agrícolas afetam os índices de E.coli em espinafre
- Pesquisador brasileiro desenvolve biossensor para análise rápida de E. coli
- Listeria e E.coli não atormentam os brasileiros?
6 min leituraAs Escherichia coli são microrganismos normais do trato intestinal de diversos animais de sangue quente, incluindo o homem, passando despercebidas na maior parte das vezes, ou até mesmo exercendo um […]