O RASFF – Sistema de Alerta Rápido para Alimentos e Rações – Relatório Anual 2020 – foi publicado há poucos dias pela Comissão Europeia. Como já trouxemos em outros posts dos relatórios anteriores (aqui, aqui, aqui, aqui, aqui e aqui), vamos compilar os principais apontamentos. Em 2020 houve a significava fusão da rede de Assistência e Cooperação Administrativa (AAC) com a rede RASFF numa entidade totalmente nova: a Rede de Alerta e Cooperação (ACN). Agora que a integração com iRASFF (a plataforma online da rede RASFF) está completa, a rede AAC se beneficia não só de seu novo recurso (o módulo de conversação), como também do procedimento já há muito estabelecido em iRASFF usando notificações de acompanhamento. Em 2020, mais de 14.000 conversas foram produzidas, tornando a ferramenta de conversação um sucesso esmagador. Isso prova que a integração do AAC no iRASFF por meio do módulo de conversação atingiu seu objetivo de prover Estados membros com uma ferramenta eficiente para colaborar em seus controles de segurança de alimentos em vários níveis previstos no iRASFF, que atualmente são: nível regional, nacional e europeu.
Em 2020, RASFF foi em particular confrontado com um grande incidente de contaminação de alimentos quando em setembro a Bélgica relatou altos níveis de um pesticida não autorizado, o óxido de etileno, em sementes de gergelim da Índia, uma substância para a qual um Limite Máximo de Resíduos de 0,05 ppm é definido em legislação. Isso resultou em uma atividade sem precedentes no RASFF, trocando informações sobre descobertas de óxido de etileno, identificando lotes de produtos envolvidos e rastreando sua distribuição (aqui e aqui).
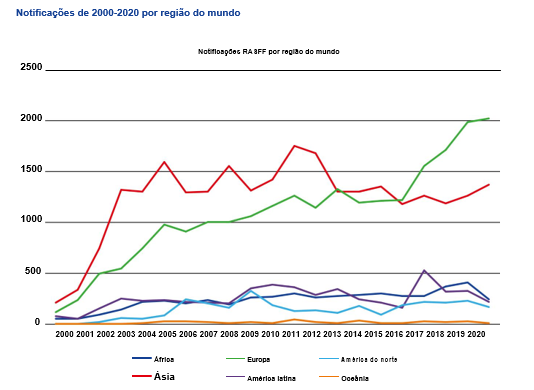
Os gráficos a seguir mostram a evolução do número de notificações no RASFF e no AAC (Rede de Assistência Administrativa e Cooperação) no período de 2017 a 2020 e origens dos países, respectivamente:
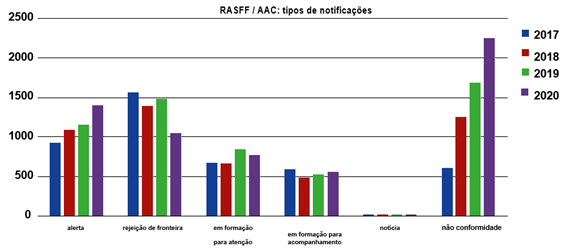
Notificações RASFF em 2020: há um total de 3862 notificações originais transmitidas através do RASFF, das quais 1430 foram classificadas como alerta, 572 como informação para seguimento, 791 como informação para atenção, 1056 como fronteira notificação de rejeição e 13 como notificação de notícias.
Em comparação com 2019, o número de notificações de alerta, implicando um sério risco para a saúde, culminando no mercado, aumentou 22%. O aumento em alertas é significativo pelo sexto ano consecutivo. A queda acentuada nas notificações de rejeição de fronteira (-30%) é provavelmente reflexo do impacto da pandemia de Covid-19, que afetou o comércio global mais do que nos controles realizados por si próprios.
Essas notificações originais deram origem a 11062 notificações de acompanhamento, representando uma média de 2,9 acompanhamentos por notificação original. Para alerta notificações, a média sobe para 5,2 acompanhamentos por notificação original, comprovando que há cooperação entre os membros da rede nas notificações.
Os números globais apresentam uma redução significativa de 11% nas notificações originais em relação a 2019, mas houve um aumento de 6% nas notificações de acompanhamento, resultando em um ligeiro aumento geral de 1%. Traz o total de trocas no RASFF em 2020 para 14997, novamente um número que nunca foi maior.
As notificações (somando o número de notificações de 2020 do país para o qual os serviços da Comissão notificaram a distribuição de um produto, o número de notificações de 2020 para o país ao qual os serviços da Comissão notificaram um produto originário dele, o número de notificações para as quais o país foi notificado por outro motivo que não a origem ou distribuição, por exemplo, se o produto transitou pelo país e “acompanhamentos” mostra o número de acompanhamentos recebidos do país) de 2016 a 2020 do Brasil, neste último relatório anual, são:
|
2016 |
2017 |
2018 |
2019 |
2020 |
|
56 |
373 |
108 |
124 |
307 |
Clique aqui e consulte este relatório completo.
3 min leituraO RASFF – Sistema de Alerta Rápido para Alimentos e Rações – Relatório Anual 2020 – foi publicado há poucos dias pela Comissão Europeia. Como já trouxemos em outros posts […]