4 min leituraApós tantos comentários no post Publicada resolução sobre Rotulagem de alimentos que causam alergias alimentares e muitas dúvidas a cerca de como ficaria a rotulagem e como seria a forma da apresentação do aviso sobre alergênicos, resolvemos tentar explicar esse assunto com exemplos práticos.
Para melhor facilitar o entendimento, vamos explicar como os alertas devem ser apresentados e ver alguns pontos importantes.
A RDC n °26/2015 aplica-se aos alimentos, incluindo as bebidas, ingredientes, aditivos alimentares e coadjuvantes de tecnologia embalados na ausência dos consumidores, inclusive aqueles destinados exclusivamente ao processamento industrial e os destinados aos serviços de alimentação. De forma complementar a RDC n°259/2002, que trata sobre a rotulagem de alimentos embalados.
Isso quer dizer que a RDC n° 26/2015 está complementando a rotulagem de alimentos, inovando apenas sobre o alerta a ser incluído, não alterando ou revogando as normas já conhecidas sobre as informações obrigatórias e procedimentos para rotulagem.
Entendido essa parte, vamos para os alertas!
No Art. 6° da presente resolução traz 3 alertas, que podem ser apresentados separadamente ou de forma única em uma frase, conforme os exemplos a seguir:
PRIMEIRO MODELO:
“ALÉRGICOS: CONTÉM (nomes comuns dos alimentos que causam alergias alimentares)”
Esse modelo de alerta deve ser usado quando o alimento apresentar na sua lista de ingredientes qualquer um dos itens do anexo. Vejamos:

Na inscrição deste rótulo, está declarado na lista de ingredientes “trigo” e “leite”. Logo, a frase será: “ALÉRGICOS: CONTÉM TRIGO E LEITE”. Também, em alguma parte da embalagem, CONTÉM GLÚTEN.

Nesse outro exemplo de uma paçoca de amendoim, consta no rótulo “amendoim torrado”. Logo, a frase será: “ALÉRGICO: CONTÉM AMENDOIM”
SEGUNDO MODELO:
“ALÉRGICOS: CONTÉM DERIVADOS DE (NOMES COMUNS DOS ALIMENTOS QUE CAUSAM ALERGIAS ALIMENTARES)”
Esse segundo modelo deve ser usada quando na lista de ingredientes constarem quaisquer derivados dos alimentos listados no anexo da resolução, veja


Na primeira imagem,a bebida de soja ou como muito conhecem “leite de soja”, contém declarado na lista de ingredientes “extrato de soja” e emulsificante “lecitina de soja”. Já na segunda imagem nos ingredientes está listado “óleo de soja”, logo a frase será: “ALÉRGICOS: CONTÉM DERIVADOS DE SOJA”.
TERCEIRO MODELO:
“ALÉRGICOS: CONTÉM (NOMES COMUNS DOS ALIMENTOS QUE CAUSAM ALERGIAS ALIMENTARES) E DERIVADOS”, CONFORME O CASO.
Esse modelo deverá ser usado quando na lista de ingredientes constarem algum alimento listado no anexo da RDC 26/2015, como também citar quaisquer derivados dos mesmos, vejamos:
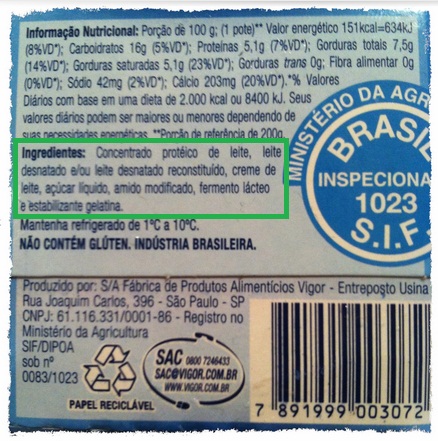
Nesse rótulo, estão declarados os seguintes ingredientes, “concentrado proteico de leite”, “leite desnatado” e/ou “leite desnatado constituído”, “creme de leite”, logo a frase será: ALÉRGICOS: CONTÉM LEITE E DERIVADOS”
A resolução ainda traz informe quando o alimento em questão incluir e ou contiver derivados dos crustáceos. Nesse caso deve-se seguir conforme mostramos acima e incluir o nome comum das espécies (Art. 6°, inciso 1).
Outra questão que também foi foco de muitos comentários e perguntas foi relacionado ao Art. 7 da RDC n° 26/2015, que trata os casos em que não for possível garantir a ausência de contaminação cruzada dos alimentos, ingredientes, aditivos alimentares ou coadjuvantes dos alimentos.
É importante aqui entendermos o termo “contaminação cruzada” que está definido na própria RDC, Art. 3°, inciso III como: “presença de qualquer alérgeno alimentar não adicionado intencionalmente ao alimento como consequência do cultivo, produção, manipulação, processamento, preparação, tratamento, armazenamento, embalagem, transporte ou conservação de alimentos, ou como resultado da contaminação ambiental”;
Por exemplo, uma indústria que processa na mesma linha de produção vários grãos como soja, trigo, lentilha e outros. E não consegue comprovar ausência desses alimentos através de um Programa de controle de alergênicos, deverá constar no rótulo (mesmo que nos ingredientes não contenha tais grãos) a inscrição: “ALÉRGICOS: PODE CONTER (NOMES COMUNS DOS ALIMENTOS QUE CAUSAM ALERGIAS ALIMENTARES)”.
Também pode existir casos onde quase todos os modelos estão presentes, e para esses casos deve ser respeitado o Art. 6°, 7 e Art 8, inciso III. Por exemplo: “ALÉRGICOS: CONTÉM TRIGO E DERIVADOS DE SOJA. PODE CONTER CENTEIO, CEVADA, AVEIA, OVOS, LEITE E LÁTEX NATURAL”. Também, em alguma parte da embalagem, CONTÉM GLÚTEN.
É importante salientar que esses alertas são complementares a todas as outras normas em vigor para rotulagem de alimentos embalados, não excluindo a necessidade de outros alertas determinados em legislações específicas, como o caso do GLÚTEN.
A legislação que trata o assunto é a Lei n°10.674/2003 e Resolução RDC n°40/2002, ambas estão em vigor. E mesmo com a inclusão sobre alergênicos, a frase “CONTÉN GLÚTEN” e/ou “NÃO CONTÉN GLÚTEN” deverá permanecer nos rótulos.
Lembrando que a Resolução prevê um prazo de 12 (doze) meses para as industrias promoverem as adequações necessárias! E que o descumprimento das disposições da Resolução constitui infração sanitária, nos termos da Lei nº 6.437, de 20 de agosto de 1977 e suas atualizações, sem prejuízo das responsabilidades civil, administrativa e penal cabíveis. (Art. 11 e 12)
Espero ter ajudado um pouco a esclarecer algumas dúvidas e podem fazer perguntas! Estarei pronto a ajudar…
Salvar
Salvar
4 min leituraApós tantos comentários no post Publicada resolução sobre Rotulagem de alimentos que causam alergias alimentares e muitas dúvidas a cerca de como ficaria a rotulagem e como seria a forma […]