Atendendo à solicitação de um de nossos leitores sobre como realizar a coleta para a verificação da eficiência da higienização de mãos de manipuladores, abordaremos a técnica de Swab Test que se trata de esfregaço, onde se aplica uma haste (cotonete) em uma determinada área, com objetivo de detectar presença de microrganismos.

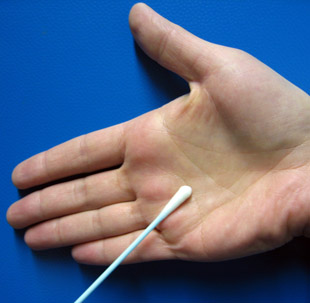
Figura: Coleta de amostra utilizando swab test em mãos (Fonte: Andrade, 2005).
A embalagem que contém o swab estéril deve ser aberta assepticamente no momento da coleta, pelo lado da haste, tomando cuidado para não tocar na ponta. O swab deve ser umedecido em solução tampão com neutralizante (que acompanha o swab), comprimindo-o contra as paredes do frasco de diluente, para remover o excesso de líquido.
Conforme a figura, o algodão deve ser friccionado três vezes em direção a cada um dos dedos a partir do punho. Em seguida, a partir do punho, friccionar o algodão do mesmo swab entre os dedos, retornando novamente ao punho. Os microrganismos coletados devem ser transferidos para tubo contendo 10 mL de solução tampão com agentes neutralizantes, para inativar possíveis quantidades residuais de agentes sanitizantes. Também podem ser utilizados swabs com 1 mL de solução tampão com neutralizante, que deve ser diluída em 9 mL de solução salina peptonada tamponada a 0,1% no laboratório, antes do início dos ensaios. O swab não deve ser segurado próximo do algodão e a parte manuseada da haste deve ser quebrada na borda do tubo de diluente, para não ter contato com o material amostrado.
O resultado dá-se pela contagem do número de colônias diretamente nas placas com meios de cultura específicos e multiplicando pelo fator da diluição utilizado. Expressar os resultados como UFC/mL (Unidade Formadora de Colônias/ mL da amostra).
E agora, o que fazer se apresentarem contagens fora do padrão? Simplesmente, o funcionário somente será alertado quanto ao seu resultado, lembrando que ele deverá obedecer sempre os procedimentos corretos de higienização de mãos e depois repete-se a análise nesse mesmo colaborador? Treinamento e reamostragem bastam? Não! Já vi casos em que a área de supply chain adquiriu um sabonete mais barato, que não era bactericida e por isso os resultados davam positivos, pela ineficácia do produto de higienização. E se houver um caso de presença de Enterobateria em um manipulador, é necessário o uso de medicamento? Sim.
Referência: American Public Health Association (APHA) – Compendium of Methods for the Microbiological Examination of Foods (Chapter 3) – 5° Ed. 2015 |
2 min leituraAtendendo à solicitação de um de nossos leitores sobre como realizar a coleta para a verificação da eficiência da higienização de mãos de manipuladores, abordaremos a técnica de Swab Test […]