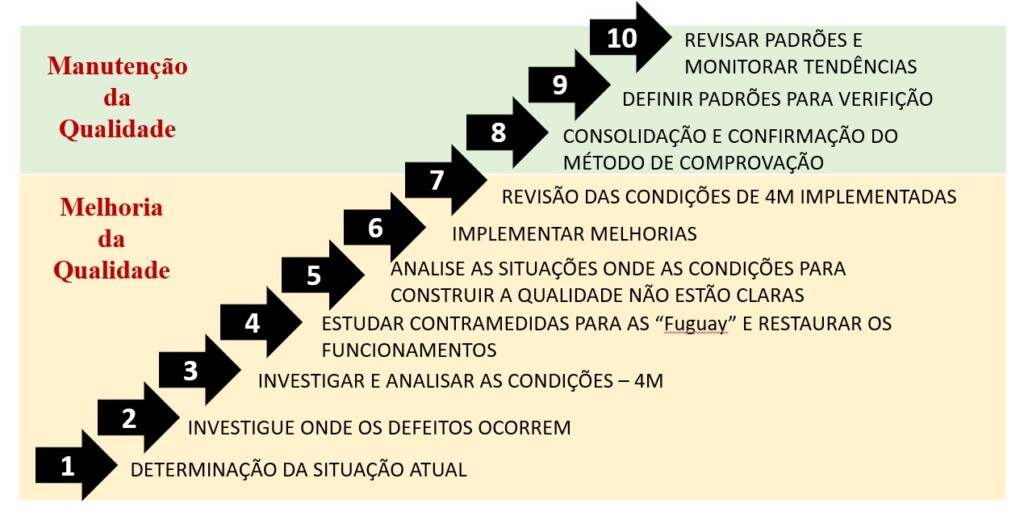
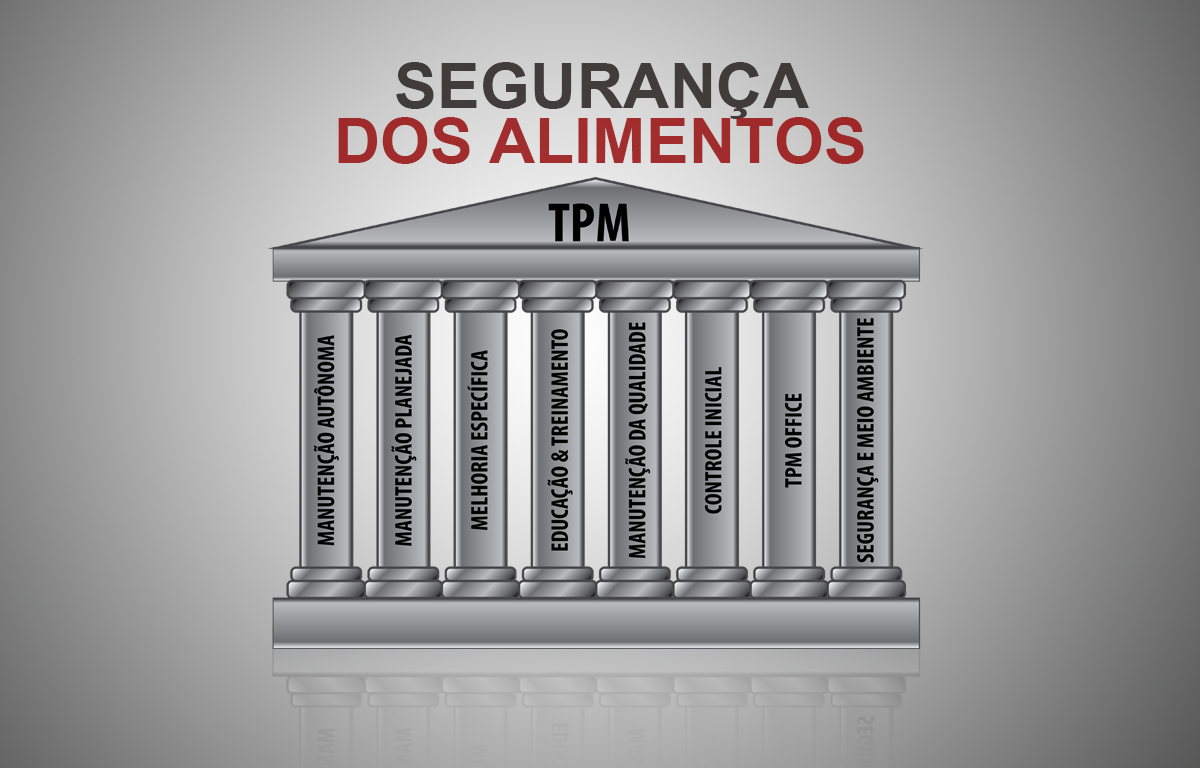
No post de hoje vamos abordar o segundo passo do pilar de Manutenção da Qualidade, para entender melhor o que estamos falando. O Pilar de Qualidade é um dos pilares da metodologia TPM. Para saber sobre o primeiro passo, leia o artigo: Passo 1 da Manutenção da Qualidade: TPM e Segurança dos Alimentos.
Hoje temos o Step 2: Survey processes which generate defects.
Etapa 2 – Investigue onde os defeitos ocorrem
O conhecimento sobre os processos e equipamentos será um forte aliado na gestão e eliminação de não conformidades.
No passo 1 focamos o entendimento e determinação da situação atual. Como o próprio nome já diz, foram levantados dados a respeito de históricos de não conformidades e etapas do processo envolvidas nessas não conformidades, assim como os equipamentos se comportam e influenciam a qualidade dos produtos, que características e defeitos podem ocorrer. Esses dados serão fonte de entrada fundamentais para a elaboração da Matriz QA.
A Matriz QA será um grande norteador para priorização de programas e melhorias da qualidade.
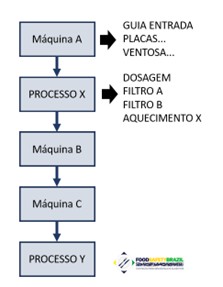
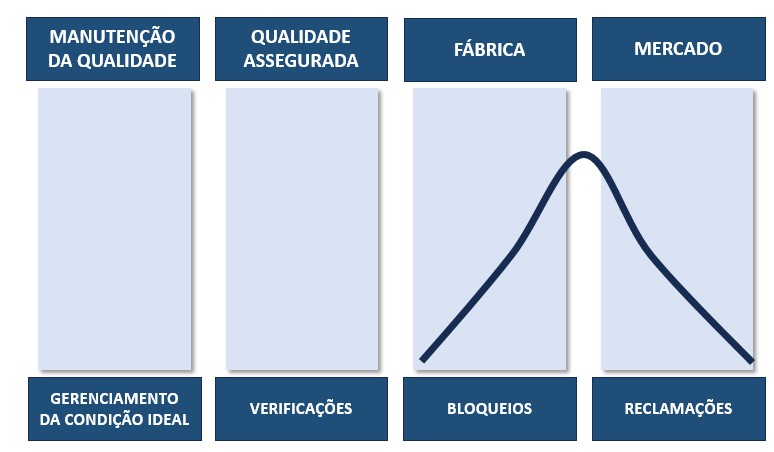
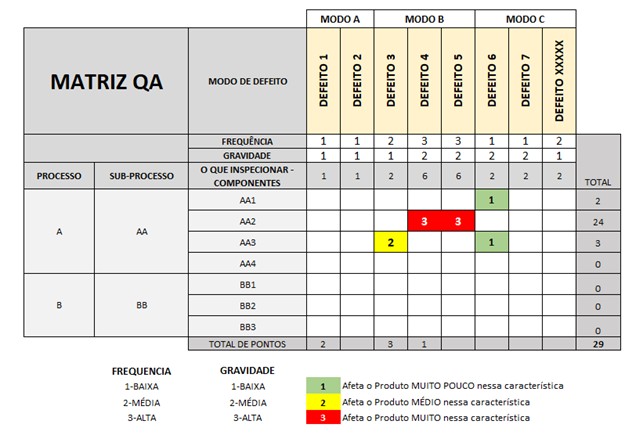
No passo 2, a Matriz QA serve para analisar a relação entre os processos e os modos de falha analisados na Etapa 1. Também são realizados levantamentos e análises nesta etapa para determinar quais processos geram defeitos que comprometem a qualidade e quais subprocessos geram defeitos caso haja falhas nas condições de equipamentos ou métodos. Ao mesmo tempo, são analisados os registros passados de modos de falha e sua importância.
Portanto, a Matriz QA relaciona as etapas do processo e as características indesejáveis no produto final, sendo possível identificar os pontos críticos do processo que podem afetar a qualidade do produto.
Como o nome indica, aqui construímos uma matriz de relações e uma matriz de criticidade. Com isto podemos pontuar o grau de relação de cada componente com a geração de cada Modo de Defeito. Essa matriz deve ser construída a várias mãos envolvendo especialistas nos equipamentos, processos e qualidade. Quando me refiro a especialistas, não considero apenas engenheiros e técnicos de processo, mas incluo os operadores e times de campo que possuem conhecimento sobre seus equipamentos. Também devem ser considerados meticulosamente os históricos e dados levantados, ou seja, isso exigirá umas boas voltas às áreas operacionais, de modo que o controle fique robusto e confiável.
Veja que esta coleta tem forte relação com o progresso do passo 2, portanto não se pode subestimar ou pular etapas sem uma devida coleta de dados.
De um lado da matriz, temos os equipamentos e seus subequipamentos, do outro lados temos as não conformidades e os defeitos latentes divididos por categorias. Com isso, um cruzamento de dados e informações é realizado.
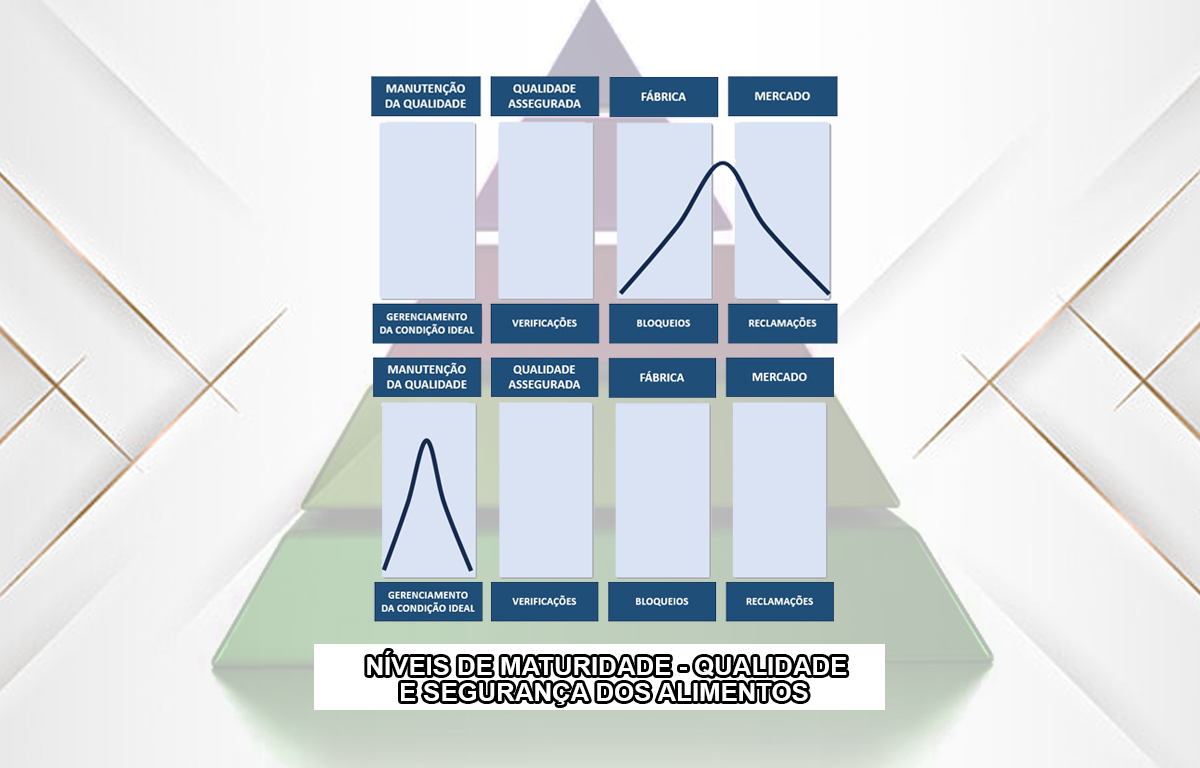
Na indústria de alimentos, investigar onde os defeitos ocorrem vai além da busca por eficiência. É uma etapa essencial para garantir a segurança do consumidor. A Matriz QA, ao identificar processos críticos e modos de falha, contribui diretamente para a prevenção de riscos. Quando se compreende a origem dos defeitos, é possível agir de forma mais assertiva, evitando contaminações cruzadas, falhas de limpeza ou desvios de qualidade. Assim, qualidade e segurança caminham juntas, assegurando alimentos confiáveis e alinhados com os padrões exigidos.
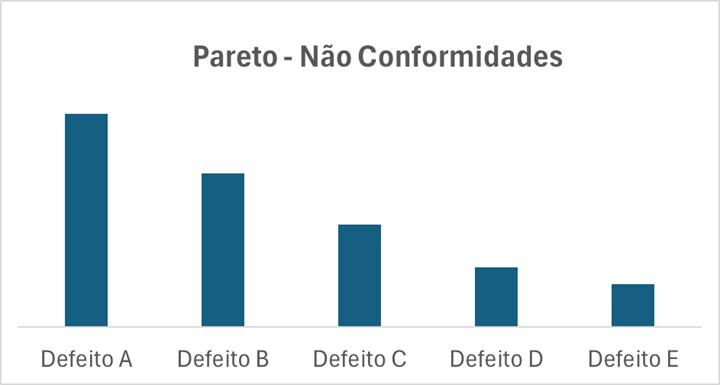
A Matriz QA será um grande norteador para priorização de programas e melhorias da qualidade, permitindo que se escolha o defeito a ser trabalhado e verificando, a partir dos dados da matriz, qual defeito tem mais efeito sobre a fábrica e o produto final. Essa matriz poder ser atualizada e retroalimentada regularmente à medida que cenários e históricos de problemas diminuem e outros assumem as primeiras posições.
No próximo post sobre TPM e Segurança de Alimentos, abordaremos o passo 3, de investigação e análise das condições por meio dos 4M.
Gostou do conteúdo? Deixe seu comentário!
3 min leituraNo post de hoje vamos abordar o segundo passo do pilar de Manutenção da Qualidade, para entender melhor o que estamos falando. O Pilar de Qualidade é um dos pilares da […]