3 min leituraA erva-mate (Ilex paraguariensis St. Hil.) é um dos produtos agroindustriais de grande importância econômica no sul do Brasil, sendo produzida nos Estados do Rio Grande do Sul, Paraná, Santa Catarina e Mato Grosso do Sul. O produto foi levado a outros pontos do país e para países vizinhos por meio das melhorias dos meios de transportes, que incluíram o deslocamento no lombo de animais, carroças trazidas da Europa, barcos a vapor, os trens e, finalmente, os caminhões. Assim, a erva-mate alcançou um patamar de consumo atual que transcende o Brasil e ganha, até mesmo, outros continentes.
A produção e comercialização do produto no país é regulamentada pela ANVISA, IBAMA e INMETRO. O produto ofertado já no comércio é submetido ao controle pela ANVISA que regulamenta, controla e fiscaliza produtos e serviços que envolvam riscos à saúde pública, inclusive padrões com limites de contaminantes, resíduos tóxicos, desinfetantes, metais pesados e outros. Os aspectos fundamentais da qualidade da erva-mate são: a identidade do produto, qualidade microbiológica, toxicologia, composição físico-química adequada e características sensoriais.
Em recente conversa com a pesquisadora em erva-mate do Alto Uruguai gaúcho, Dra. Alice T. Valduga, formulei algumas questões que você pode conferir a seguir.
Como está a produção de erva-mate hoje no Brasil e no mundo?
A produção brasileira de erva-mate mostra um crescimento contínuo desde 2010, visto que em 2014 foram produzidas 935,5 mil toneladas, das quais 64% tiveram como origem ervais cultivados e 36% foram de ervais nativos. Desta produção, 34,6 mil toneladas foram exportadas, o que representou US$ 114,08 milhões. Em escala mundial, além do Brasil, a Argentina é uma grande produtora de erva-mate, atingindo produção de 690 mil toneladas em 2013, e o Paraguai, produzindo aproximadamente 85 mil toneladas.
Quais os cuidados que os comerciantes e consumidores devem ter no armazenamento do produto?
Os cuidados são os mesmos exigidos para outros produtos alimentícios à base de grãos ou farinhas, uma vez que a erva-mate é um alimento sujeito a alterações em caso de oscilação de temperatura e umidade.
Há risco de desenvolver fungos ou de produção de micotoxinas no produto devido à umidade ou mau acondicionamento? Como evitar?
Todo produto alimentício sob umidade pode desenvolver fungos e bolores, portanto durante toda produção é preciso tomar cuidados e na armazenagem da erva-mate deve-se controlar umidade e temperatura. Os fungos presentes nos produtos armazenados, por exemplo, são espécies pertencentes ao gênero Aspergillus, Penicillium e alguns xerófilos. Os fatores que influenciam no desenvolvimento são o conteúdo de umidade do substrato, a temperatura, o tempo, o grau de invasão fúngica antes do armazenamento e a atividade de insetos e ácaros que facilitam a disseminação. Quanto às micotoxinas, já foram encontradas em quase todos os tipos de cereais, oleaginosas e produtos alimentícios, tanto de origem vegetal como animal. As informações disponíveis atualmente permitem avaliar quais os alimentos e matérias primas que apresentam maior risco, pois sabe-se que alguns produtos são muito mais susceptíveis à invasão por fungos potencialmente toxigênicos que outros. A maioria dos alimentos termoprocessados, por exemplo, deve ser protegida por meio do monitoramento da matéria-prima ou, depois de manufaturados, através de análises químicas.
Quais os cuidados necessários durante a produção de erva-mate?
Todos aqueles exigidos no processamento de alimentos, como boas práticas agrícolas e boas práticas de fabricação.
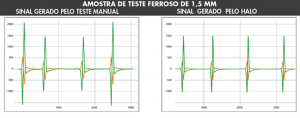
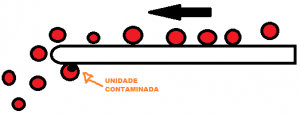
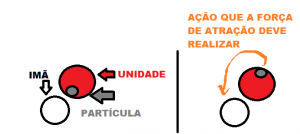
Há risco de perigos químicos (resíduos de pesticidas, por exemplo), presença de material físico (parafusos, pregos, etc.) ou perigos microbiológicos durante a produção da erva?
Dificilmente. Porém, material físico pode vir com a matéria prima e deve-se ter cuidado para o controle destes perigos. Como a erva-mate, durante o processamento, passa por altas temperaturas, os riscos microbiológicos são controlados (a temperatura média da erva na entrada do sapecador é de 400°C e na saída é de 65°C. O tempo de residência oscila em torno de 8 minutos). Quanto aos resíduos de pesticidas há legislação e fiscalização para que não ocorram fora dos limites aceitáveis.
Como evitar que estes perigos cheguem ao consumidor?
É responsabilidade da indústria que tem sido cada vez mais cobrada, seja pelo consumidor seja pela competitividade de mercado; para isso existem as boas práticas de cultivo, manejo e processamento. Ao consumidor cabe os cuidados de armazenagem e durante o consumo.
Quais as principais legislações aplicáveis a produção e comercialização da erva-mate?
Além daquelas normalmente exigidas para produção de alimentos, podemos citar as seguintes legislações:
Resolução – RDC nº 277, de 22 de setembro de 2005
Portaria MAPA nº 381 de 28/05/2009
Há algum perigo de alergias para os consumidores de erva-mate?
Que eu saiba ninguém morreu por tomar chimarrão, muito pelo contrário! A pesquisa nada tem revelado sobre isto.
Quais os benefícios da erva-mate para a saúde?
- Anti-inflamatória (Pasquali et al., 2011)
- Antimicrobiana (Carelli, et al., 2011; De Biasi, et al., 2009)
- Estimulante (Isolabella et al., 2011; Dutra e Ribani, 2010)
- Hipocolesterolêmica (Rill et al., 2011; Gao et al., 2013)
- Anti-estresse oxidativo (Borges et al., 2012;Filip 2000)
- Cicatrizante (Valduga et al., 2006)
- Anti-obesidade (Açari et al., 2009)
- Hipoglicêmico (Kang et al., 2012)
Entrevista concedida por Dra. Alice Teresa Valduga que possui graduação em Ciências Biológicas pela Universidade de Passo Fundo (1978), mestrado em Ciências (Bioquímica) pela Universidade Federal do Paraná (1981) e doutorado em Ecologia e Recursos Naturais pela Universidade Federal de São Carlos (2002). Atualmente é professora pesquisadora da Universidade Regional Integrada do Alto Uruguai e das Missões em Erechim. Tem experiência na área de bioquímica, atuando principalmente nos seguintes temas: erva-mate, educação, Ilex paraguariensis, metabólitos secundários e novos produtos.
3 min leituraA erva-mate (Ilex paraguariensis St. Hil.) é um dos produtos agroindustriais de grande importância econômica no sul do Brasil, sendo produzida nos Estados do Rio Grande do Sul, Paraná, Santa Catarina […]