

Tecnologias emergentes na indústria de alimentos vêm sendo amplamente estudadas nos últimos anos. São tecnologias que, além dos benefícios das tecnologias convencionais, têm em paralelo diversas outras vantagens, sejam elas nutricionais, tecnológicas ou ambientais. O aquecimento ôhmico (AO) é uma dessas tecnologias que vêm sendo pesquisadas com maior frequência nos últimos anos. É uma técnica capaz de converter energia elétrica em energia térmica. Nela, a forma de dissipação do calor na matriz alimentícia é mais uniforme e rápida, sendo um fator importante na manutenção das características do produto in natura.
Processamento mais rápido e eficaz, menor gasto energético, menor impacto ambiental, preservação de características sensoriais e nutricionais, além da maior formação de compostos bioativos são as principais vantagens de se utilizar AO no processamento de leite e derivados, sendo superior ao tradicional processo de pasteurização do leite. Além disso, AO mostra-se eficaz também no que se refere à eliminação de microrganismos deteriorantes e patogênicos de importância em produtos lácteos.
Os mecanismos que levam à inativação microbiana pelo AO são diversos. O primeiro deles é o calor, que promove a destruição da membrana celular e inativação enzimática na célula. Além do efeito térmico, durante o processamento pode ocorrer a formação de compostos que são altamente tóxicos para a célula, como radicais livres, oxigênio e hidrogênio livres, hidroxilas, e peróxido de hidrogênio, sendo estas substâncias praticamente inexistentes nos produtos após o processamento. Por fim, outro fenômeno que garante a eficácia contra microrganismos é a eletroporação, que consiste no acúmulo de cargas na membrana celular, levando à formação de poros, com posterior lise e morte celular.
Para uma eficiente inativação microbiana durante o processamento pelo AO, diversos fatores devem ser cuidadosamente verificados. De maneira geral, esses fatores podem ser divididos em extrínsecos e intrínsecos. Pode-se dizer que todos os parâmetros inerentes ao equipamento e sua operação, como campo elétrico, frequência, corrente, e também tempo e temperatura são considerados extrínsecos e influenciam diretamente o sucesso do processamento. Existe uma grande faixa de V/cm com a qual se pode trabalhar no processamento de alimentos. As variações desses parâmetros irão ditar quão eficaz será seu processamento, e também quanto tempo levará para que se atinja tempo/temperatura esperados. No processamento de leite e derivados são comuns variações de 2V/cm até 20V/cm a 60Hz por exemplo. Porém, em diferentes matrizes esses valores podem sofrer variações.
Os fatores intrínsecos são aqueles relacionados diretamente com a composição do alimento. Tipo de alimento, pH, umidade, teor de gordura, teor de proteína e concentração de sal, por exemplo, são alguns desses fatores que interferem diretamente no tratamento. Um dos compostos que mais tem capacidade de interferir nesta etapa é a gordura, que além de proteger os microrganismos, é um importante isolante térmico, além de diminuir a condutividade elétrica no alimento, sendo necessário ajustar os fatores extrínsecos a fim de otimizar o processo. Estudos verificando a interferência do teor de gordura presente no leite na eliminação de cepas de E. coli O157:H7, Salmonella Typhimurium e Listeria monocytogenes mostraram que quanto menor o teor de gordura, maior a redução populacional desses microrganismos quando se comparam amostras submetidas às mesmas condições de processo.
Outros estudos também avaliaram a eficácia do AO na inativação de Listeria monocytogenes. Em bebidas lácteas, houve reduções de 2,10 log UFC/mL, enquanto o tratamento térmico convencional reduziu 1,38 log UFC/mL, ambos em temperatura de 65ºC. Existem também trabalhos que demonstram sua ação contra diversos outros patógenos como Salmonella, E. coli, Clostridium e bolores e leveduras, nos mais diversos derivados lácteos, como queijo Minas frescal, doce de leite, leites fermentados, além de fórmulas infantis.
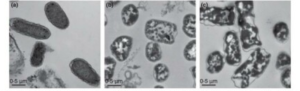
Imagem 1: E. coli O157:H7: (a) sem tratamento térmico, (b) tratamento térmico convencional, (c) tratamento por aquecimento ôhmico (Lee et al., 2012).
O aquecimento ôhmico mostra-se eficaz também na destruição de esporos bacterianos, sendo capaz de eliminar, por exemplo, bactérias do gênero Bacillus e Clostridium, microrganismos esses causadores de doenças de origem alimentar, e em alguns casos, deterioração de derivados lácteos.
A utilização do aquecimento ôhmico em conjunto com outras tecnologias emergentes também é opção viável no processamento de alimentos, como no caso de esterilização de embalagens. Dessa maneira é possível obter maior eficiência contra microrganismos que possam causar problemas no produto e ou doenças no consumidor.
Contudo, os desafios para utilização em escala industrial são grandes, principalmente quando se fala em indústrias lácteas de médio e grande porte. O primeiro grande desafio seria a adaptação da planta industrial, uma vez que indústrias já possuem seu desenho e fluxo de processos definidos, documentados e auditados. Dessa forma, a construção e/ou adaptação de um novo espaço, pensando no processamento de grandes volumes de leite, pode custar um valor alto e demandar grande tempo operacional. Paralelamente, existe a necessidade de treinamento de operadores para trabalhar com o equipamento, com conhecimento de todas as suas operações e variações que possam ocorrer durante o processo. Além desses fatores, o aquecimento ôhmico é uma tecnologia pouco conhecida por parte do mercado consumidor de lácteos. Assim, são necessárias campanhas para esclarecer as dúvidas e curiosidades a respeito dessa tecnologia, aumentando a confiança do consumidor nos alimentos submetidos a este processo.
Grandes passos já foram dados sobre os benefícios da utilização do aquecimento ôhmico em produtos lácteos, principalmente com relação à garantia da segurança microbiológica. Contudo, novos estudos ainda necessitam ser feitos para esclarecer e consolidar ainda mais sua importância como uma tecnologia eficiente no processamento de leite e derivados lácteos seguros.
Autores: Ramon S. Rocha1,2 e Adriano Gomes da Cruz2
1IFRJ, Departamento de Alimentos, 2UFF, Faculdade de Medicina Veterinária
Referências
Makroo, H. A., Rastogi, N. K., Srivastava, B. Ohmic heating assisted inactivation of enzymes and microorganisms in foods: A review. Trends in Food Science & Technology, v.97, p.451-465, 2020.
Müller, W. A., Ferreira Marczak, L. D., Sarkis, J. R. Microbial inactivation by ohmic heating: Literature review and influence of different process variables. Trends in Food Science & Technology, v.99, p.650-659, 2020.
Pereira, M. O., Guimarães, J. T., Ramos, G. L. P. A., do Prado-Silva, L., Nascimento, J. S., Sant’Ana, A. S., Franco, R.M., Cruz, A. G. Inactivation kinetics of Listeria monocytogenes in whey dairy beverage processed with ohmic heating. LWT, 127, 109420, 2020.
TIAN, X., YU, Q., WU, W., DAI, R. Inactivation of Microorganisms in Foods by Ohmic Heating: A Review. Journal of Food Protection, v.81, n.7, p.1093–1107, 2018.